نمایش ها:0 نویسنده:ویرایشگر سایت زمان انتشار: 2022-09-26 اصل و نسب:سایت








فیبر اصلی پلی استر (PSF) به طور مستقیم از تراشه های PTA و MEG یا PET یا از پسماندهای PET/پلی استر ساخته می شود و بطری های PET پس از مصرف ,آن برای نخ های نخ ریسی و تهیه ژئوتکستیل ها و همچنین پر کردن بالش ، اسباب بازی ، کوسن ها و غیره استفاده می شود. برای دستگاه تولید فیبر اصلی پلی استر ، تنها دستگاه پردازش مواد اولیه متفاوت است. فیبر باکره در PTA استفاده می شود و از PET استفاده می شود. اکنون ما از پوسته های حیوان خانگی به عنوان مواد اولیه استفاده خواهیم کرد تا نحوه تولید فیبر اصلی پلی استر را به شرح زیر نشان دهیم:
کل خط تولید را می توان به دو قسمت ، خط ریسندگی و خط پایان تقسیم کرد.
پنج مرحله وجود دارد که باید در خط چرخش انجام شود.

خشک
پوسته های P et ، مواد ذرت پاپ ، توده توسط خشک کن خلاء (شماره 1) یا خشک کن مداوم با دمای ثابت خشک می شود . و هوا با پمپ خلاء مکیده می شود و پوسته در حالت خلاء خشک می شود.

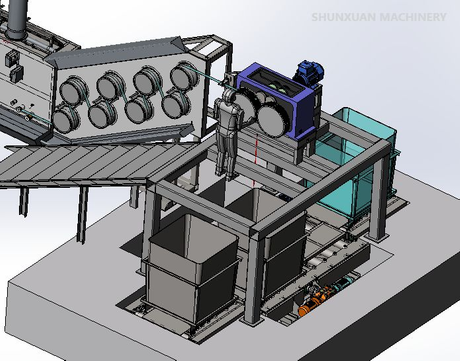
ذوب شدن
پوسته های بطری حیوان خانگی به معنای ذوب ، مخلوط کردن و فیلتر (شماره 4) از Hopper پس از گرم شدن و خشک شدن ، به Extruder (شماره 3) تغذیه می شوند ، PET ذوب شده برای از بین بردن ناخالصی ، مانند PVC و سایر مواد ، از طریق فیلتر می رود ، مانند PVC و سایر مواد ، ذوب می شود به پرتو چرخش (شماره 6) که در آن به طور خاص طراحی شده با سیستم توزیع لوله کشی به همان اندازه کاهش می یابد و به همان اندازه کاهش می یابد و فشار مشابهی را کاهش می دهد و فشار مشابهی را به دست می آورد.
فروکش
ذوب پس از اکسترود شدن از میکرو سوراخ های اسپینر ، جریان کوچک می شود و پس از عبور از یک فرونشست کم مرطوب (شماره 7) با جریان هوا خنک و جامد می شود. جریان ذوب پاشیده شده از Spinneret در مدت زمان بسیار کوتاه تبدیل به یک شکل پلاستیکی می شود و ساختار تغییر می کند. این تغییر عمدتاً تحت تأثیر یکنواختی سرعت جریان هوا از خاموش شدن است. دمای هوا و سرعت ، کنترل شکاف دمنده هوا و جریان هوا با سرعت بالا بر فاکتور مستقیم کیفیت نخ تأثیر می گذارد. بنابراین ، نیاز به جریان هوا از خاموش شدن با ثبات ، یکنواختی و تنظیم دارد.

رشته های خنک شده و جامد توسط دستگاه روغن کاری (شماره 9) برای افزایش انسجام نخ ، برای بهبود خاصیت آنتی استاتیک نخ ، کاهش اصطکاک بین نخ و نخ ، و همچنین کاهش اصطکاک بین نخ و تجهیزات ، روغن کاری و مرطوب می شوند و برای بهبود خاصیت بعد از ردیابی گودته ، بعد از عبور از نخ ، راهنمایی می شود. وارد غلتک نقاشی شده (شماره 10) می شود ، سپس توسط غلتک های آفتابگردان (شماره 11) در قوطی تغذیه می شود. چرخ های طراحی شده و آفتابگردان شش رول توسط موتور همزمان هدایت می شوند. عمق درگیر دو غلطک آفتابگردان قابل تنظیم است. غلتک های نقاشی و آفتابگردان با سرعت کم برای رشته نخ و عملکرد آسان هستند. سیستم ریسندگی و برداشت با سیستم ارتباطی جمعی تنظیم شده است.

واحد عبور می تواند (شماره 12 و 12A) توسط موتورهای AC هدایت شود ، که به انتقال تغییر قوطی خالی ، حرکت متقابل قوطی و تحویل قوطی لادن می پردازد. این واحد دارای دو نوع کنترل است: به صورت دستی (به جز حرکت متقابل) و اتوماتیک. هنگامی که TOW CAN با تنظیم زمان به وزن خاصی برسد ، پیشخوان زمان کنترل قابل برنامه ریزی سیگنال را به شما می دهد ، و سپس مکانیسم متقابل به طور خودکار قوطی Laden را به مرکز واحد منتقل می کند و مکانیزم را تحویل می دهد ، در عین حال ، می تواند در قوطی خالی برای جمع آوری مداوم بروز حرکت کند. سپس می توان در داخل آن متعادل شد و به فرآیند پس از درمان ارسال شد.

قسمت دوم خط پایان است ، به طور کلی پنج مرحله نیز وجود دارد.

غرفه
TOW CREEL برای 4 ردیف مرتب شده است که در آن ، دو ردیف از آنها استفاده می شود و دو ردیف دیگر در حال آماده سازی هستند. ورق برای نقاشی. کابل بکسل از قسمت Creel ابتدا توسط قاب راهنمای بکسل هدایت می شود و از طریق حمام DIP عبور می کند تا ورق های بکسل را به طور مساوی با عرض و ضخامت خاص تقسیم کند ، و از چرخش حتی بیشتر در ورق های بکسل اطمینان حاصل کند و سپس روند ترسیم را شروع کنید.
کشش دهنده
این محدوده از فناوری نقاشی 2 مرحله ای استفاده می کند. مرحله اول نقاشی بین برانکارد اول و برانکارد دوم حرکت می کند. دمای حمام قرعه کشی در حدود 80 ℃ 80 ℃ است. پیش نویس نسبت مرحله اول نقاشی 85 ٪ 80 ٪ تکمیل شده است . مرحله دوم نقاشی در قفسه سینه بخار بین برانکارد دوم و برانکارد سوم قرار دارد. پیش نویس نسبت مرحله نقاشی دوم 15 ٪ -20 ٪ تکمیل شده است.

پس از خنک شدن و روغن کاری شده ، ورق های بکسل به داخل stacker ارسال می شوند ، 2 یا 3 ورق بکسل در 1 ورق بکسل جمع می شوند. زاویه شیب غلطک های انباشته برای دستیابی به فرآیند انباشت قابل تنظیم است. عرض ورق بکسل و کیفیت انباشت ویژه برای گریه کردن مهم است. پس از انباشت ، ورق بکسل از طریق غلتک کنترل تنش و جعبه قبل از گرم شدن بخار به کریمه ارسال می شود. ورق بکسل از طریق فشرده سازی برای اطمینان از عملکرد خوب فیبر در روند بعدی ، پیچیده می شود.

پس از چسباندن ، TOWS به نوع صفحه زنجیره ای منتقل می شود و از خشک کن آرامش بخش می شود. با دمیدن هوای اجباری به طور مساوی خشک می شود ، شکل در اینجا نهایی می شود و سپس زیر دمای شیشه خنک می شود.

پس از آرامش بخش ، TOWS برای برش با ایستادن تنش به طبقه فوقانی کشیده می شود ، که این امر همچنین تضمین می کند که TOWS تحت یکنواختی تنش برای برش تغذیه در جهت مماس از قرقره برش. با اتخاذ برش مطبوعات ، TOW ها به طول اصلی اصلی برش داده می شوند. پس از برش ، الیاف برش در گرانش یا از طریق نوار نقاله برای تعادل وارد محفظه تعادل می شوند و سپس بالشتک در حال وزنه برداری ، تعادل دستی و برچسب زدن است و سپس توسط Lifter Fork به انبار فرستاده می شود.